器件的保存及预处理
BGA器件是一种高度湿度敏感器件(尤其是PBGA),所以BGA必须在恒温干燥的条件下保存。一般来说,BGA较理想的保存环境为20℃~25摄氏度,湿度为小于10%RH。表中为元器件湿度敏感的等级分类,它表明在装配过程中,一旦密封包装被打开,元器件必须被用于安装、焊接的相应时间。一般来说BGA属于5级以上。
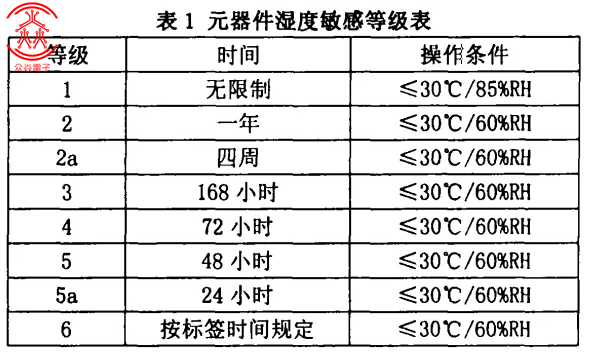
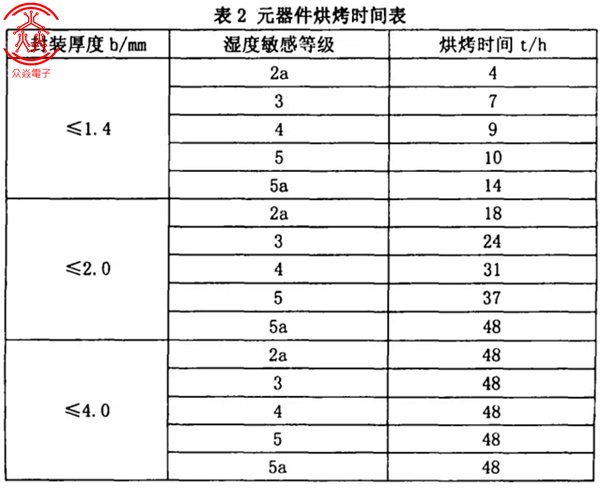
但就我们的生产流程来看,元器件的包装被打开后无法在相应时间内完成安装、焊接。为了元器件具有更好的可焊性及避免吸潮后受高温发生“爆米花”现象,需要对BGA器件进行烘烤。烘烤温度一般为125℃,相对湿度≤60%RH(氮气保护),烘烤时间见下表:
焊膏量
为了得到良好的印刷效果,生产中使用新鲜的焊膏,并且在印刷之前搅拌均匀,印刷位置准确,这些是形成良好焊点的前提条件。同时为了保证BGA焊点的焊接质量及其长期可靠性,焊膏量也是一个重要的影响因素。但是模板厚度及模板开孔大小应满足如下比例要求才能得到良好的脱模效果。
· 引脚宽度开孔大小/模板厚度≥1.5
· 开孔面积/侧面积≥0.66
焊接温度曲线
热分对流再焊接温度曲线由预热、保温、回流、冷却四个部分组成。预热区的作用是将印制板预热,保温区的作用是将印制板进一步加热,并且使得焊膏中的助焊剂活化,去除氯化物,使得焊膏能够在焊盘上成分铺展,同时以期使得印制板上所有点的温差最小,回流区焊膏融化,对SMD进行焊接,发生冶金反应,形成可靠连接,冷却区使焊点快速凝固,形成焊点。任何一个温度设定不合理都会导致不良焊点产生。
对于BGA焊点,边缘与中心焊球的温差△T是影响其焊点质量的关键因素。若温差较大,内部焊球得不到充分融化,很容易出现“虚焊”。因此,在进入回流区之前,应使得△T尽量小,最好在5℃以内,这样才能保证所有焊点同时进入熔断状态;在液相线以上时间合理,不能过长或过短,最好有一个“平顶”,在保证所有焊球△T尽量小的同时使焊球充分熔化,这样才能形成可靠的冶金连接。
冷却速率也是影响焊点质量的一个重要因素。冷却速率过快会形成扰动焊点,使焊点产生裂纹;冷却速率过慢则会使焊点表面粗糙,晶粒粗大,可靠性差。
应根据不同的印制板厚度、组装密度、器件特点分别制定不同的温度曲线。
汽相焊
对于一些特殊的产品,尤其在军品中,随着集成度的提高,布线密度的增加,印制板层数增多,这种“功能强大”的印制板热容量很大。此时,热风对流再流焊接显得有点力不从心,因为在同一块印制板上不同的地方的器件温差比较大,会出现过热或过冷的现象。并且挡需要改变温度曲线的时候,热风对流系统需要较长的转换时间才能达到稳定状态。而汽相再流焊则不存在这些问题,它不需要调节温度曲线,印制板的最高温度与所用液体的沸点相当,比较适合大热容量组件的焊接。
可制造性分析
可借助Valor软件对设计图纸进行可制造性分析,使设计与生产良好衔接,同时又做到工艺优化,使得生产制造更加科学合理化,从而提高良品率。
广州780790百万文字论坛红字-500507百万文字论坛综合资料转载-500507百万综合文字论坛资料-500606百万文字论坛跑狗图-百万文字论坛500505comleonepower.com.cn,是一家专业从事SMT贴片加工、DIP常见加工、PCBA包工包料、PCB线路板制造的企业,拥有多年的电子加工经验,以及先进的生产设备和完善的售后服务体系。企业的SMT贴片加工能力达到日产100万件,DIP插件加工产能为20万件/日,能够给你提供优质的电子加工服务。